array(781) {
[0]=>
int(9176)
[1]=>
int(9122)
[2]=>
int(9103)
[3]=>
int(8806)
[4]=>
int(7603)
[5]=>
int(7388)
[6]=>
int(6945)
[7]=>
int(6597)
[8]=>
int(6545)
[9]=>
int(6498)
[10]=>
int(6476)
[11]=>
int(6413)
[12]=>
int(5643)
[13]=>
int(5564)
[14]=>
int(4797)
[15]=>
int(4795)
[16]=>
int(4793)
[17]=>
int(4791)
[18]=>
int(4789)
[19]=>
int(4782)
[20]=>
int(8351)
[21]=>
string(4) "8926"
[22]=>
string(4) "8927"
[23]=>
string(4) "8930"
[24]=>
string(4) "9060"
[25]=>
string(4) "8928"
[26]=>
string(4) "8932"
[27]=>
string(4) "8933"
[28]=>
string(4) "8934"
[29]=>
string(4) "8937"
[30]=>
string(4) "9048"
[31]=>
string(4) "9046"
[32]=>
string(4) "9047"
[33]=>
string(4) "8945"
[34]=>
string(4) "8946"
[35]=>
string(4) "8947"
[36]=>
string(4) "8973"
[37]=>
string(4) "8974"
[38]=>
string(4) "8976"
[39]=>
string(4) "7349"
[40]=>
string(4) "8989"
[41]=>
string(4) "7338"
[42]=>
string(4) "9052"
[43]=>
string(4) "9053"
[44]=>
string(4) "9054"
[45]=>
string(4) "9057"
[46]=>
string(4) "7350"
[47]=>
string(4) "8939"
[48]=>
string(4) "8941"
[49]=>
string(4) "8942"
[50]=>
string(4) "7822"
[51]=>
string(4) "8944"
[52]=>
string(4) "8049"
[53]=>
string(4) "8051"
[54]=>
string(4) "8052"
[55]=>
string(4) "8053"
[56]=>
string(4) "7326"
[57]=>
string(4) "8056"
[58]=>
string(4) "8055"
[59]=>
string(4) "8057"
[60]=>
string(4) "8058"
[61]=>
string(4) "7556"
[62]=>
string(4) "7557"
[63]=>
string(4) "7335"
[64]=>
string(4) "7565"
[65]=>
string(4) "8059"
[66]=>
string(4) "8063"
[67]=>
string(4) "8064"
[68]=>
string(4) "8065"
[69]=>
string(4) "8067"
[70]=>
string(4) "7339"
[71]=>
string(4) "8069"
[72]=>
string(4) "7337"
[73]=>
string(4) "8070"
[74]=>
string(4) "7807"
[75]=>
string(4) "7808"
[76]=>
string(4) "7809"
[77]=>
string(4) "7810"
[78]=>
string(4) "7812"
[79]=>
string(4) "6857"
[80]=>
string(4) "7342"
[81]=>
string(4) "7813"
[82]=>
string(4) "7814"
[83]=>
string(4) "7815"
[84]=>
string(4) "7816"
[85]=>
string(4) "7817"
[86]=>
string(4) "7818"
[87]=>
string(4) "7819"
[88]=>
string(4) "7820"
[89]=>
string(4) "7821"
[90]=>
string(4) "7823"
[91]=>
string(4) "7824"
[92]=>
string(4) "7825"
[93]=>
string(4) "7826"
[94]=>
string(4) "7827"
[95]=>
string(4) "7828"
[96]=>
string(4) "7829"
[97]=>
string(4) "7830"
[98]=>
string(4) "7831"
[99]=>
string(4) "7832"
[100]=>
string(4) "7833"
[101]=>
string(4) "7834"
[102]=>
string(4) "7835"
[103]=>
string(4) "7836"
[104]=>
string(4) "7308"
[105]=>
string(4) "7310"
[106]=>
string(4) "7837"
[107]=>
string(4) "7838"
[108]=>
string(4) "7839"
[109]=>
string(4) "7840"
[110]=>
string(4) "7841"
[111]=>
string(4) "7842"
[112]=>
string(4) "7843"
[113]=>
string(4) "7844"
[114]=>
string(4) "7845"
[115]=>
string(4) "7846"
[116]=>
string(4) "7847"
[117]=>
string(4) "7329"
[118]=>
string(4) "7848"
[119]=>
string(4) "7849"
[120]=>
string(4) "7850"
[121]=>
string(4) "7851"
[122]=>
string(4) "7855"
[123]=>
string(4) "7852"
[124]=>
string(4) "7854"
[125]=>
string(4) "7355"
[126]=>
string(4) "7857"
[127]=>
string(4) "7856"
[128]=>
string(4) "7312"
[129]=>
string(4) "7309"
[130]=>
string(4) "7311"
[131]=>
string(4) "7314"
[132]=>
string(4) "7315"
[133]=>
string(4) "7313"
[134]=>
string(4) "7354"
[135]=>
string(4) "7316"
[136]=>
string(4) "7321"
[137]=>
string(4) "7322"
[138]=>
string(4) "7323"
[139]=>
string(4) "7545"
[140]=>
string(4) "7546"
[141]=>
string(4) "7324"
[142]=>
string(4) "7325"
[143]=>
string(4) "7327"
[144]=>
string(4) "7328"
[145]=>
string(4) "7336"
[146]=>
string(4) "7559"
[147]=>
string(4) "7561"
[148]=>
string(4) "7341"
[149]=>
string(4) "7351"
[150]=>
string(4) "7352"
[151]=>
string(4) "7353"
[152]=>
string(4) "8293"
[153]=>
string(4) "8133"
[154]=>
string(4) "8131"
[155]=>
string(4) "8135"
[156]=>
string(4) "7627"
[157]=>
string(4) "8139"
[158]=>
string(4) "8126"
[159]=>
string(4) "8128"
[160]=>
string(4) "8124"
[161]=>
string(4) "8123"
[162]=>
string(4) "8138"
[163]=>
string(4) "8137"
[164]=>
string(4) "8125"
[165]=>
string(4) "8122"
[166]=>
string(4) "8121"
[167]=>
string(4) "8127"
[168]=>
string(4) "8134"
[169]=>
string(4) "8136"
[170]=>
string(4) "8117"
[171]=>
string(4) "8115"
[172]=>
string(4) "8116"
[173]=>
string(4) "8120"
[174]=>
string(4) "8119"
[175]=>
string(4) "8118"
[176]=>
string(4) "8114"
[177]=>
string(4) "8129"
[178]=>
string(4) "8113"
[179]=>
string(4) "8112"
[180]=>
string(4) "8111"
[181]=>
string(4) "8110"
[182]=>
string(4) "8132"
[183]=>
string(4) "8109"
[184]=>
string(4) "8608"
[185]=>
string(4) "8107"
[186]=>
string(4) "8106"
[187]=>
string(4) "8105"
[188]=>
string(4) "8104"
[189]=>
string(4) "8103"
[190]=>
string(4) "8102"
[191]=>
string(4) "8101"
[192]=>
string(4) "8100"
[193]=>
string(4) "8099"
[194]=>
string(4) "8098"
[195]=>
string(4) "6794"
[196]=>
string(4) "6793"
[197]=>
string(4) "6850"
[198]=>
string(4) "6827"
[199]=>
string(4) "6852"
[200]=>
string(4) "6853"
[201]=>
string(4) "6854"
[202]=>
string(4) "6855"
[203]=>
string(4) "6856"
[204]=>
string(4) "7257"
[205]=>
string(4) "7258"
[206]=>
string(4) "7571"
[207]=>
string(4) "6798"
[208]=>
string(4) "7572"
[209]=>
string(4) "6877"
[210]=>
string(4) "6941"
[211]=>
string(4) "6940"
[212]=>
string(4) "6937"
[213]=>
string(4) "6936"
[214]=>
string(4) "6935"
[215]=>
string(4) "6934"
[216]=>
string(4) "6933"
[217]=>
string(4) "6931"
[218]=>
string(4) "6929"
[219]=>
string(4) "6928"
[220]=>
string(4) "6927"
[221]=>
string(4) "6926"
[222]=>
string(4) "6925"
[223]=>
string(4) "6924"
[224]=>
string(4) "6767"
[225]=>
string(4) "6922"
[226]=>
string(4) "6921"
[227]=>
string(4) "6881"
[228]=>
string(4) "6918"
[229]=>
string(4) "6917"
[230]=>
string(4) "6916"
[231]=>
string(4) "6915"
[232]=>
string(4) "6914"
[233]=>
string(4) "6913"
[234]=>
string(4) "6912"
[235]=>
string(4) "6911"
[236]=>
string(4) "6910"
[237]=>
string(4) "6909"
[238]=>
string(4) "6908"
[239]=>
string(4) "6907"
[240]=>
string(4) "6906"
[241]=>
string(4) "6904"
[242]=>
string(4) "6903"
[243]=>
string(4) "7684"
[244]=>
string(4) "7686"
[245]=>
string(4) "7653"
[246]=>
string(4) "7651"
[247]=>
string(4) "7382"
[248]=>
string(4) "7411"
[249]=>
string(4) "7594"
[250]=>
string(4) "7362"
[251]=>
string(4) "7597"
[252]=>
string(4) "7399"
[253]=>
int(6468)
[254]=>
int(7237)
[255]=>
int(6466)
[256]=>
int(7287)
[257]=>
int(6452)
[258]=>
int(8811)
[259]=>
int(8891)
[260]=>
int(7359)
[261]=>
int(7365)
[262]=>
int(7435)
[263]=>
int(8619)
[264]=>
int(8626)
[265]=>
string(4) "8276"
[266]=>
string(4) "8272"
[267]=>
string(4) "8263"
[268]=>
string(4) "8261"
[269]=>
string(4) "8234"
[270]=>
string(4) "8233"
[271]=>
string(4) "8232"
[272]=>
string(4) "7659"
[273]=>
string(4) "7658"
[274]=>
string(4) "7647"
[275]=>
string(4) "8362"
[276]=>
string(4) "8361"
[277]=>
string(4) "8360"
[278]=>
string(4) "8359"
[279]=>
string(4) "8358"
[280]=>
string(4) "7739"
[281]=>
string(4) "7738"
[282]=>
string(4) "7688"
[283]=>
int(8275)
[284]=>
int(7601)
[285]=>
int(7593)
[286]=>
int(7592)
[287]=>
int(8143)
[288]=>
int(9304)
[289]=>
int(9338)
[290]=>
int(8762)
[291]=>
int(8692)
[292]=>
int(9455)
[293]=>
int(9456)
[294]=>
int(9461)
[295]=>
int(9464)
[296]=>
int(9479)
[297]=>
int(9365)
[298]=>
int(9297)
[299]=>
int(9345)
[300]=>
int(9906)
[301]=>
int(9914)
[302]=>
int(9925)
[303]=>
int(9916)
[304]=>
int(9928)
[305]=>
int(9927)
[306]=>
int(10005)
[307]=>
int(10023)
[308]=>
int(10037)
[309]=>
int(10043)
[310]=>
int(10062)
[311]=>
int(10069)
[312]=>
int(10073)
[313]=>
int(10365)
[314]=>
int(10451)
[315]=>
int(9339)
[316]=>
int(8350)
[317]=>
int(8250)
[318]=>
int(10555)
[319]=>
int(10567)
[320]=>
int(10064)
[321]=>
int(10702)
[322]=>
int(10711)
[323]=>
int(10439)
[324]=>
int(7408)
[325]=>
int(8461)
[326]=>
int(10767)
[327]=>
int(10214)
[328]=>
int(10031)
[329]=>
int(9903)
[330]=>
int(9511)
[331]=>
int(9330)
[332]=>
int(9211)
[333]=>
int(9155)
[334]=>
int(9110)
[335]=>
int(8860)
[336]=>
int(8888)
[337]=>
int(8862)
[338]=>
int(8864)
[339]=>
int(8877)
[340]=>
int(7762)
[341]=>
int(7754)
[342]=>
int(8369)
[343]=>
int(8391)
[344]=>
int(8611)
[345]=>
int(8612)
[346]=>
int(7759)
[347]=>
int(8459)
[348]=>
int(8460)
[349]=>
int(8373)
[350]=>
int(7543)
[351]=>
int(7542)
[352]=>
int(7541)
[353]=>
int(7540)
[354]=>
int(7506)
[355]=>
int(7505)
[356]=>
int(7503)
[357]=>
int(7502)
[358]=>
int(7501)
[359]=>
int(7500)
[360]=>
int(7499)
[361]=>
int(7498)
[362]=>
int(7497)
[363]=>
int(7495)
[364]=>
int(7494)
[365]=>
int(7493)
[366]=>
int(7492)
[367]=>
int(7491)
[368]=>
int(7490)
[369]=>
int(7489)
[370]=>
int(7487)
[371]=>
int(7485)
[372]=>
int(7482)
[373]=>
int(7470)
[374]=>
int(7479)
[375]=>
int(7469)
[376]=>
int(7468)
[377]=>
int(7467)
[378]=>
int(7465)
[379]=>
int(7407)
[380]=>
int(7402)
[381]=>
int(7397)
[382]=>
int(10778)
[383]=>
int(10780)
[384]=>
int(10784)
[385]=>
int(8325)
[386]=>
int(9003)
[387]=>
int(10833)
[388]=>
int(10845)
[389]=>
int(10847)
[390]=>
int(10938)
[391]=>
int(10946)
[392]=>
int(10952)
[393]=>
int(10958)
[394]=>
int(10960)
[395]=>
int(10944)
[396]=>
int(10978)
[397]=>
int(10974)
[398]=>
int(10973)
[399]=>
int(10971)
[400]=>
int(10969)
[401]=>
int(10967)
[402]=>
int(10937)
[403]=>
int(10935)
[404]=>
int(10930)
[405]=>
int(10916)
[406]=>
int(10908)
[407]=>
int(10830)
[408]=>
int(10858)
[409]=>
int(10992)
[410]=>
int(11011)
[411]=>
int(11016)
[412]=>
int(11022)
[413]=>
int(11034)
[414]=>
int(10838)
[415]=>
int(10335)
[416]=>
int(11103)
[417]=>
int(11119)
[418]=>
int(11136)
[419]=>
int(11143)
[420]=>
int(11171)
[421]=>
int(11172)
[422]=>
int(11173)
[423]=>
int(11174)
[424]=>
int(11175)
[425]=>
int(11176)
[426]=>
int(11177)
[427]=>
int(11178)
[428]=>
int(11179)
[429]=>
int(11180)
[430]=>
int(11181)
[431]=>
int(11182)
[432]=>
int(11183)
[433]=>
int(11184)
[434]=>
int(11185)
[435]=>
int(11186)
[436]=>
int(11187)
[437]=>
int(11188)
[438]=>
int(11189)
[439]=>
int(11190)
[440]=>
int(11191)
[441]=>
int(11192)
[442]=>
int(11193)
[443]=>
int(11194)
[444]=>
int(11195)
[445]=>
int(11196)
[446]=>
int(11232)
[447]=>
int(11237)
[448]=>
int(11238)
[449]=>
int(11243)
[450]=>
int(11244)
[451]=>
int(11245)
[452]=>
int(11246)
[453]=>
int(11247)
[454]=>
int(11242)
[455]=>
int(11278)
[456]=>
int(11283)
[457]=>
int(11294)
[458]=>
int(11299)
[459]=>
int(11310)
[460]=>
int(11328)
[461]=>
int(4452)
[462]=>
int(11361)
[463]=>
int(11363)
[464]=>
int(11370)
[465]=>
int(11387)
[466]=>
int(11442)
[467]=>
int(11466)
[468]=>
int(11474)
[469]=>
int(11452)
[470]=>
int(11449)
[471]=>
int(10325)
[472]=>
int(10327)
[473]=>
int(10995)
[474]=>
int(11496)
[475]=>
int(9466)
[476]=>
int(9475)
[477]=>
int(11581)
[478]=>
int(11585)
[479]=>
int(11540)
[480]=>
int(11555)
[481]=>
int(11556)
[482]=>
int(11557)
[483]=>
int(11558)
[484]=>
int(11560)
[485]=>
int(11561)
[486]=>
int(11562)
[487]=>
int(11563)
[488]=>
int(11564)
[489]=>
int(11565)
[490]=>
int(11566)
[491]=>
int(11567)
[492]=>
int(11568)
[493]=>
int(11569)
[494]=>
int(11570)
[495]=>
int(11571)
[496]=>
int(11572)
[497]=>
int(11574)
[498]=>
int(11575)
[499]=>
int(11576)
[500]=>
int(11577)
[501]=>
int(11578)
[502]=>
int(11579)
[503]=>
int(11580)
[504]=>
int(11584)
[505]=>
int(11586)
[506]=>
int(10611)
[507]=>
int(10612)
[508]=>
int(11594)
[509]=>
int(11595)
[510]=>
int(11596)
[511]=>
int(11597)
[512]=>
int(11598)
[513]=>
int(11673)
[514]=>
int(11675)
[515]=>
int(11681)
[516]=>
int(11544)
[517]=>
int(11744)
[518]=>
int(11746)
[519]=>
int(11754)
[520]=>
int(11812)
[521]=>
int(11863)
[522]=>
int(11458)
[523]=>
int(11878)
[524]=>
int(10984)
[525]=>
int(12077)
[526]=>
int(12074)
[527]=>
int(10985)
[528]=>
int(12225)
[529]=>
int(12227)
[530]=>
int(12228)
[531]=>
int(12221)
[532]=>
int(11399)
[533]=>
int(11114)
[534]=>
int(12281)
[535]=>
int(12340)
[536]=>
int(12342)
[537]=>
int(12378)
[538]=>
int(12387)
[539]=>
int(12209)
[540]=>
int(12517)
[541]=>
int(12557)
[542]=>
int(12571)
[543]=>
int(12574)
[544]=>
int(12576)
[545]=>
int(12499)
[546]=>
int(12631)
[547]=>
int(12646)
[548]=>
int(12647)
[549]=>
int(12648)
[550]=>
int(12649)
[551]=>
int(12650)
[552]=>
int(12651)
[553]=>
int(12653)
[554]=>
int(12654)
[555]=>
int(12655)
[556]=>
int(12656)
[557]=>
int(12637)
[558]=>
int(12640)
[559]=>
int(12643)
[560]=>
int(9467)
[561]=>
int(12644)
[562]=>
int(8130)
[563]=>
int(12645)
[564]=>
int(12703)
[565]=>
int(12714)
[566]=>
int(12684)
[567]=>
int(11464)
[568]=>
int(12867)
[569]=>
int(12895)
[570]=>
int(12896)
[571]=>
int(12897)
[572]=>
int(12824)
[573]=>
int(13072)
[574]=>
int(13080)
[575]=>
int(2219)
[576]=>
int(13202)
[577]=>
int(13241)
[578]=>
int(13282)
[579]=>
int(13309)
[580]=>
int(13312)
[581]=>
int(13313)
[582]=>
int(13314)
[583]=>
int(13315)
[584]=>
int(13316)
[585]=>
int(13318)
[586]=>
int(13317)
[587]=>
int(13310)
[588]=>
int(13489)
[589]=>
int(13516)
[590]=>
int(13525)
[591]=>
int(13528)
[592]=>
int(13549)
[593]=>
int(13389)
[594]=>
int(13363)
[595]=>
int(12157)
[596]=>
int(12750)
[597]=>
int(12608)
[598]=>
int(12772)
[599]=>
int(12605)
[600]=>
int(12614)
[601]=>
int(12612)
[602]=>
int(12762)
[603]=>
int(12618)
[604]=>
int(12760)
[605]=>
int(12774)
[606]=>
int(12767)
[607]=>
int(13430)
[608]=>
int(11319)
[609]=>
int(12610)
[610]=>
int(13812)
[611]=>
int(13800)
[612]=>
int(13834)
[613]=>
int(13839)
[614]=>
int(13840)
[615]=>
int(13847)
[616]=>
int(13851)
[617]=>
int(13888)
[618]=>
int(13853)
[619]=>
int(9465)
[620]=>
int(13852)
[621]=>
int(14023)
[622]=>
int(14026)
[623]=>
int(14037)
[624]=>
int(14064)
[625]=>
int(14074)
[626]=>
int(14081)
[627]=>
int(14087)
[628]=>
int(14092)
[629]=>
int(14105)
[630]=>
int(14109)
[631]=>
int(14130)
[632]=>
int(14158)
[633]=>
int(14161)
[634]=>
int(13304)
[635]=>
int(14170)
[636]=>
int(14256)
[637]=>
int(14260)
[638]=>
int(14291)
[639]=>
int(14297)
[640]=>
int(12752)
[641]=>
int(12754)
[642]=>
int(12756)
[643]=>
int(12616)
[644]=>
int(14212)
[645]=>
int(12841)
[646]=>
int(14402)
[647]=>
int(14403)
[648]=>
int(7464)
[649]=>
int(14233)
[650]=>
int(14505)
[651]=>
int(14522)
[652]=>
int(14360)
[653]=>
int(14568)
[654]=>
int(14424)
[655]=>
int(14763)
[656]=>
int(14881)
[657]=>
int(14945)
[658]=>
int(14973)
[659]=>
int(14659)
[660]=>
int(15054)
[661]=>
int(15180)
[662]=>
int(15181)
[663]=>
int(15176)
[664]=>
int(15178)
[665]=>
int(15179)
[666]=>
int(15222)
[667]=>
int(15292)
[668]=>
int(15310)
[669]=>
int(15367)
[670]=>
int(15372)
[671]=>
int(15442)
[672]=>
int(15444)
[673]=>
int(15489)
[674]=>
int(15506)
[675]=>
int(15238)
[676]=>
int(15554)
[677]=>
int(15556)
[678]=>
int(15601)
[679]=>
int(15603)
[680]=>
int(15394)
[681]=>
int(9462)
[682]=>
int(15970)
[683]=>
int(15969)
[684]=>
int(16018)
[685]=>
int(16038)
[686]=>
int(16047)
[687]=>
int(16048)
[688]=>
int(16094)
[689]=>
int(16103)
[690]=>
int(16207)
[691]=>
int(10924)
[692]=>
int(16282)
[693]=>
int(16316)
[694]=>
int(16319)
[695]=>
int(16321)
[696]=>
int(16322)
[697]=>
int(16108)
[698]=>
int(16404)
[699]=>
int(16451)
[700]=>
int(16526)
[701]=>
int(16528)
[702]=>
int(16530)
[703]=>
int(16532)
[704]=>
int(16534)
[705]=>
int(16536)
[706]=>
int(16538)
[707]=>
int(16540)
[708]=>
int(16542)
[709]=>
int(16544)
[710]=>
int(16546)
[711]=>
int(16548)
[712]=>
int(16601)
[713]=>
int(16612)
[714]=>
int(16719)
[715]=>
int(16800)
[716]=>
int(16576)
[717]=>
int(16187)
[718]=>
int(16476)
[719]=>
int(16193)
[720]=>
int(16741)
[721]=>
int(16916)
[722]=>
int(17020)
[723]=>
int(17027)
[724]=>
int(17028)
[725]=>
int(17029)
[726]=>
int(17065)
[727]=>
int(17094)
[728]=>
int(17123)
[729]=>
int(17341)
[730]=>
int(17683)
[731]=>
int(17769)
[732]=>
int(17807)
[733]=>
int(13958)
[734]=>
int(17833)
[735]=>
int(15981)
[736]=>
int(17841)
[737]=>
int(17842)
[738]=>
int(13967)
[739]=>
int(17843)
[740]=>
int(17836)
[741]=>
int(17835)
[742]=>
int(17837)
[743]=>
int(17838)
[744]=>
int(17883)
[745]=>
int(17886)
[746]=>
int(17887)
[747]=>
int(17947)
[748]=>
int(17974)
[749]=>
int(17417)
[750]=>
int(17967)
[751]=>
int(17995)
[752]=>
int(10860)
[753]=>
int(18093)
[754]=>
int(18095)
[755]=>
int(18119)
[756]=>
int(18196)
[757]=>
int(18223)
[758]=>
int(18225)
[759]=>
int(18275)
[760]=>
int(18277)
[761]=>
int(17604)
[762]=>
int(17221)
[763]=>
int(17169)
[764]=>
int(15833)
[765]=>
int(17814)
[766]=>
int(18674)
[767]=>
int(18677)
[768]=>
int(18682)
[769]=>
int(18683)
[770]=>
int(18684)
[771]=>
int(18685)
[772]=>
int(18671)
[773]=>
int(18670)
[774]=>
int(15967)
[775]=>
int(13970)
[776]=>
int(18681)
[777]=>
int(18763)
[778]=>
int(18836)
[779]=>
int(19141)
[780]=>
int(19109)
}
半自動溶接機で作業をされている皆さん、いつも手元に握っているのは溶接トーチ。
【なんとなく溶接の具合が悪い。】こんな時、「溶接機の調子がおかしい。」と岡谷酸素にお電話いただく前に、まず溶接トーチ廻りをご確認ください。
「予備のトーチに交換したら調子が良くなった。」といったように、トーチ廻りが原因の溶接不調は、私どもの経験からおよそ半数にも上ります。
また、トーチ廻りの部品は消耗部品ですので、快適にご使用いただくためにも定期的に交換をする必要があります。
こちらでは、図1の分解図を参考に、半自動溶接トーチ部品とその役割について説明いたします。
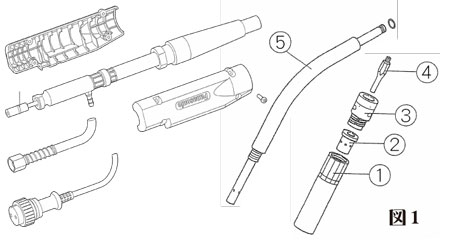
①ノズル
小口径・ストレートタイプの他に、狭い所用に細径チップと併用して使う先端絞り型の細径ノズルなどもあります。一番外側にあるので、溶接による熱影響を受けやすく、変形・溶解するとガスシールドが悪くなります。また、スパッタが大量に付着すると、やはりガスシールドが悪くなり、溶接欠陥の原因になるだけでなく、スパッタがチップと接触してスパークしてしまうケースも起こります。このため、ノズルにスパッタが付着しにくくするための、 ノズル用のスパッタ付着防止剤があります。一番安価なものは、グリス状のものが入った缶の中にノズルを直接入れて薬剤を付けるタイプですが、お勧めはスプレータイプのもので(タセト・チップクリーンASや大崎電工・ノズルガード500)、ロボットのような自動溶接機にも適します。
②オリフィス(小電流タイプを除く)
シールドガスの整流を行うとともに、トーチボディのガス出口のスパッタ混入を防ぎます。装着されていないと、溶接面ではシールドガスが乱流を起こし、周りの空気を巻き込んでしまうため、ピット・ブローホールの原因になります。
③インシュレータ(小電流タイプを除く)
絶縁筒や絶縁ブッシュと呼ぶ場合もあります。熱膨張でノズルが緩んでくる場合は、スプリング付の緩み止めタイプもございます。消耗が激しくなると、ノズルが上手く装着できなくなったり、チップとノズルの端面の間隔が狂って、スパッタが付着しやすくなってしまいます。
④チップ
溶接品質の肝になる部品です。後段で詳しくご説明いたします。
⑤トーチボディ
一般的にはカーブ状のものです。全姿勢溶接には、フレキシブルタイプもございます。
⑥ライナー
コンジットとも呼ばれています。ワイヤ送給装置からチップまで、溶接ワイヤとシールドガスを通す細長いコイル状をしたチューブです。トーチ根元側からは、外側を先端にかけておよそ全長の2/3をビニルのカバーが覆っています。これが長期間使用していることで、ゴミやワイヤのメッキ屑が入り込んだり、ライナー自体の磨耗や曲がり癖によりワイヤの送りが悪くなります。
また、シールドガスも通りにくくなり、送給装置側の送給ローラーあたりからガスが逆流し、シールドガス不足による溶接欠陥を引き起こしやすくなります。根元側にはOリングがありますが、これが外れていたり劣化してくると、やはり、シールドガスが逆流します。「チップを交換したのにどうも調子が悪い。」というもので、一番考えられる原因がライナーの詰まりによるものです。掃除の仕方は、ライナーはトーチを送給装置から外して左側にねじると、根元の金具が飛び出してくるので、あまり力を入れずに引っ張るようにして抜きます。(装着金具の方式は種々ありますが基本は同じです。)次に、金具側から洗浄液(タセト・コンジットチューブクリーナーや大崎電工・ODS―10など)を注入した後、乾燥エアで先端から黒い汚れが出るまで吹き付けます。エア圧を無理にかけると周りのビニルカバーが破けてしまうので注意してください。また、ライナーをトーチから抜くときに無理をすると、ライナーが折れたりOリングが外れたりしてしまうので、そのような症状のときは、岡谷酸素の営業スタッフにご相談ください。汚れや曲がり癖の大きいものは、新品のライナーと交換することをお勧めします。なお、パナソニックのトーチは、トーチボディまでをライナーで、そこから先にはインナーチューブと呼ばれる短いチューブと2通りの構造になっています。
メッキタイプからメッキ無しワイヤに交換する場合は、一度清掃してからの交換をおすすめします。
ここからは、一番の消耗品である④チップの説明と紹介です。
チップの役割
1、溶接電流のワイヤへの給電
2、溶接部へのワイヤガイド
ワイヤに溶接のパワー(給電)を与え、狙い精度よく溶接部へ導く役割があり、溶接品質に影響する重要な役目を担っています。そのため、定期的な交換は欠かせません。先端を溶着させてしまったチップを、グラインダーなどで削って使用する方を見かけますが、穴が変形し給電が安定しなくなりますから、正しい使い方ではありません。惜しまず交換してください。
チップの材料特性
チップの材料には、溶接条件の安定&再現性=高性能と長寿命が求められます。給電安定には導電率、先端温度低減には熱伝導率、長寿命には高温硬度が求められ、これらのバランスとコストの面からクロム銅が主に使われています。
溶接法によるチップへの影響度
・入熱量…パルスMAG∨MAG∨CO2
・消耗度…パルスMAG∨CO2∨MAG
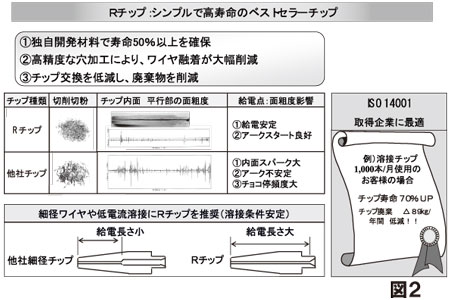
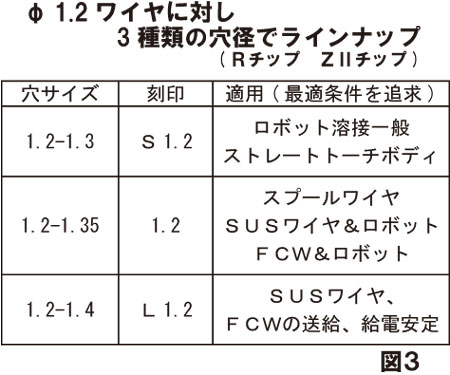
これらのことから、溶接法・電流域・ロボット向きなど用途によって材質や製造方法を変更したチップのラインナップがございます。お困りの点がございましたら、お問い合わせ下さい。その中で特に、Zr+クロム銅合金で従来品の1.5倍以上という長寿命のパナソニックRチップを、下記の図2及び図3で紹介します。
ここまでご覧いただいた皆様方の中で、調子の悪い原因が思い当たった方もいらっしゃるかもしれません。今すぐ点検をしてみてはいかがでしょうか?トーチとあわせて送給ローラーの磨耗状況も確認してみるといいかと思います。岡谷酸素おすすめのギヤローラーをこの機会に採用してみてください。お手持ちの溶接機が生まれ変わったようになること請け合いです。
しかし、溶接トーチは非常に過酷な条件の中で使用されるので,引っ張ったり無理な姿勢で溶接したりは日常茶飯事です。物をトーチケーブルの上に落としてしまった、あるいは下敷きにしてしまった、熱で溶けちゃった・・・という経験が皆さんあると思います。
部品をいくら交換してもパワーケーブルに穴が開いている、つぶれてしまっているトーチでは何の意味もありません。溶接トーチ自体も消耗品です。思い切って新品と交換しましょう。